



Specificații de matriță
|
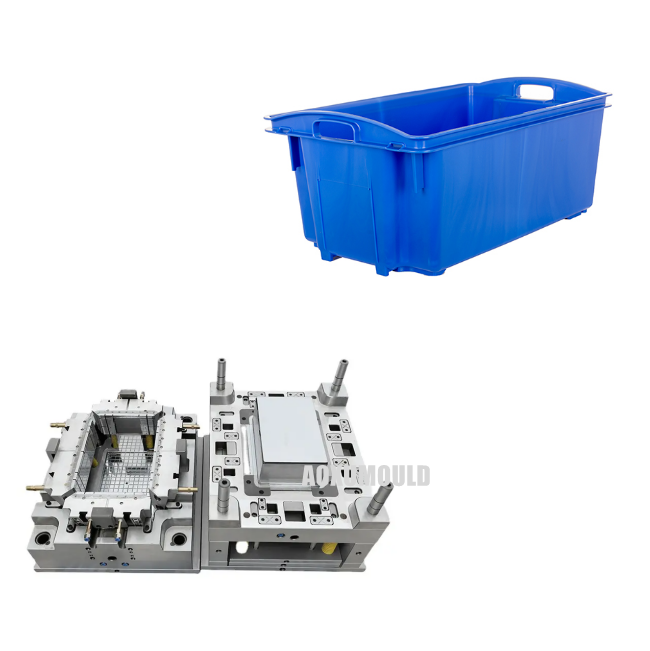
Numele matriței |
Mucegai de lăzi de pește din plastic |
|
Material de produs |
HDPE |
|
Dimensiunea produsului |
711 x 438 x 313mm |
|
Greutatea produsului |
3100 degrame |
|
Capacitatea produsului |
55 litri |
|
Material de mucegai pentru cavitate și. Miez |
P20/718H/2738 |
|
Nr. Cavitate |
1 cavitate |
|
Sistem de injecție |
Hot Runner |
|
Mașină de injecție adecvată |
680T |
|
Dimensiunea matriței |
1250x880x720mm |
|
Greutatea mucegaiului |
6200kg |
|
Durata de viață a mucegaiului |
mai mult de 500, 000 PC -uri |
|
Timpul de livrare |
45 de zile |
Cum se proiectează o matriță cu lăzi de pește?

Este necesar să luăm în considerare mulți factori, cum ar fi structura produsului, caracteristicile materialului, procesul de modelare și durata de viață a mucegaiului în mod cuprinzător atunci când proiectăm matrița de injecție a lăzi din plastic. Iată pașii cheie de proiectare și considerente:
1. Structura produsului și analiza proiectării mucegaiului
Dimensiunea și grosimea peretelui: lăzi sunt de obicei mari (cum ar fi lăzi de pește, lăzi logistice, lăzi de depozitare), este necesar să se asigure că rezistența la cavitate a matriței este suficientă, grosimea peretelui este uniformă (în general 2. 5-4 mm), pentru a evita contracția sau deformarea.
Bare de armare și structură funcțională: atunci când proiectați bare de armare (grosime mai mică sau egală cu 50% din grosimea principală a peretelui), stivuirea sloturilor, mânerele etc., este necesar să se ia în considerare înclinația de eliberare (de obicei 1-2 grad) și dificultăți de umplere.
Selectarea suprafeței de despărțire:
Despărțiți de -a lungul profilului maxim al lăzi pentru a evita catarama inversă.
Linia de despărțire este ascunsă pe cât posibil pe suprafața care nu se aplică (cum ar fi partea inferioară sau marginea cutiei) pentru a reduce impactul blițului asupra aspectului.
2. Proiectarea sistemului de închidere
Tip de poartă:
Poarta laterală: potrivită pentru lăzi mici și mijlocii, costuri reduse, dar trebuie să taie manual poarta.
Poarta latentă: Demoularea automată, potrivită pentru producția automată.
Runner fierbinte cu mai multe puncte: cutii mari de pește sunt utilizate în mod obișnuit pentru a scurta timpul de umplere și a reduce mărcile de sudură (cum ar fi lipirea simetrică la cele patru colțuri ale lăzi).
Echilibrul canalului de flux: aspectul simetric este utilizat pentru a se asigura că topirea este umplută uniform și evitați deformarea (cum ar fi canalul de flux în formă de H).
Ființă la frig bine: Setați la capătul fluxului principal pentru a preveni blocarea hranei la rece.
3. Proiectarea sistemului de răcire

Urmați forma căii navigabile: aranjați conductele de răcire de -a lungul profilului recipientului, în special pentru cavitățile adânci și zonele armate (cum ar fi pereții laterali și partea inferioară a recipientului).
Controlul temperaturii zonei: zonele cu pereți groși (cum ar fi rădăcina mânerului) consolidează răcirea pentru a preveni contracția inegală.
Selectarea materialelor: inserții de cupru din cupru sau beriliu pentru răcire eficientă locală.
4. Sistemul de ejector și ejector
Aspectul tijei superioare:
Distribuit uniform în pereții de jos și laterali ai cutiei pentru a evita deformarea ejectării.
Diametrul tijei de ejector este mai mare sau egal cu φ5mm (φ 8-12 mm pentru cutii de cifră de afaceri mare), iar numărul este determinat în funcție de zona proiectată.
Ejecție asistată de gaz: Cutia de afaceri a cavității adânci poate fi echipată cu o ejecție auxiliară a supapei de aer.
Panta de eliberare: pantă interioară mai mare sau egală cu 1 grad, panta peretelui exterior 0. 5-1 grad (material pp/hdpe).
5. Proiectarea sistemului de evacuare
Groove de evacuare: setat pe suprafața de despărțire, gaura ejectorului și introducerea decalajului, adâncimea 0. 02-0. 04mm (material pp).
Ventilare în vid: sunt disponibile inserții de oțel ventilat sau oțel ventilat pentru zonele de cavitate profundă.
6. Structura mucegaiului și selecția materialelor
Material de mucegai: oțel pre-hard (cum ar fi P20/718H), grosimea șablonului mai mare sau egală cu 300 mm (matriță mare).
Cavitate/Core: Material de înaltă duritate (de exemplu, S136, NAK8 0), suprafață lustruită la RA0.2μm sau mai puțin.
Ghid și blocare a matriței: Adăugați bloc de poziționare conică și coloană de ghidare înclinată pentru a asigura precizia închiderii matriței.
7. Test și optimizare
Parametri de proces: injecție în trepte (mai întâi lent și apoi rapid), timp de menținere prelungit prelungit (compensare pentru contracție).
Rezolvarea problemelor:
Contracție: creșteți presiunea de reținere sau reglați poziția porții.
Marcaje de sudură: optimizați numărul de porți sau creșteți temperatura de topire.
Deformare: Reglați căile navigabile de răcire sau adăugați coloana de suport.
Ce tip de oțel pentru mucegaiul cu lăzi de pește din plastic?
Selectarea oțelului pentru mucegaiul cu lăzi de pește din plastic ar trebui să ia în considerare în mod cuprinzător factorii precum durata de viață a mucegaiului, performanța de procesare, rezistența la coroziune, cerințele de lustruire și costurile. Următorul este un rezumat al oțelurilor utilizate în mod obișnuit și al scenariilor de aplicare a acestora:

1. Oțel pre-întărit (oțel cu matrițe pre-întărite)
- Note tipice: P20 (3CR2MO), 718H (modificat P20), NAK80 (Tatsu, Japonia)
- Caracteristici :
-P20: Hardness HRC 30-35, procesare ușoară, costuri reduse, potrivite pentru producția de loturi mici și mijlocii.
-718 H: Duritate mai mare (hrc 35-40), o rezistență și o duritate mai bună decât P20, potrivită pentru structuri complexe sau cerințe de viață ridicate.
-Nak80: starea pre-hard (HRC 37-43), performanță excelentă de lustruire a oglinzilor, potrivită pentru cerințele de suprafață ridicate (cum ar fi cutii de pește transparente).
-Scenariu de aplicare
2. Oțel inoxidabil rezistent la coroziune
- Grad tipic: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- Caracteristici :
{{0} #
- S136: Oțel inoxidabil de înaltă puritate, rezistență excelentă la coroziune, performanță excelentă de lustruire, potrivită pentru contactul pe termen lung cu matrițele cu apă.
- Scenariu de aplicare: mucegai de lăzi cu umiditate ridicată, contact cu apă de mare sau curățare frecventă.
3. Oțel de muncă caldă rezistent la uzură
- Grad tipic: H13 (4CR5MOSIV1)
- Caracteristici :
- Rezistență la temperatură ridicată (peste 500 de grade), rezistență excelentă la uzură, potrivită pentru modelarea prin injecție de mare viteză sau matrițe frecvente de încălzire/răcire.
- Aveți nevoie de tratament termic (duritate HRC 45-50), cost ridicat.
- Scenariu de aplicare: producție în masă sau care conține materiale plastice armate cu fibre de sticlă (cum ar fi cutia de pește PP armată).
4. Oțel economic de carbon
- Grad tipic: 45# oțel, S50C
- Caracteristici :
-Cest costuri, dar rezistență slabă de uzură și coroziune, necesitând tratarea suprafeței (cum ar fi placarea cromată, nitrizarea).
- Potrivit pentru producția de încercare mică de lot sau matriță cu precizie scăzută.
- Scenarii aplicabile: mucegaiuri temporare sau scenarii cu buget redus.
Sugestii de selecție a materialelor
1.. Se preferă cutia obișnuită de pește (PP/PE, lot mic și mediu): P20 sau 718H, ținând cont de costurile și durata de viață.
2. Rezistență ridicată la coroziune: Alegeți oțelul inoxidabil 420 sau S136 pentru a evita rugina care afectează durata de viață a matriței.
3. Finisare înaltă a suprafeței: NAK80 sau S136, pentru a se asigura că aspectul cutiei de pește este fără cusur.
4. Producție mare de loturi: H13 sau oțel cu unelte de înaltă duritate (cum ar fi D2), îmbunătățesc rezistența la uzură.
5. Producție de studiu cu costuri reduse: 45# Tratament de suprafață din oțel.
- Proiectarea sistemului de răcire: Conductivitatea termică din oțel afectează eficiența injecției, H13 și inserțiile de aliaj de cupru optimizează răcirea.
-Ma dimensiune: matrițele de dimensiuni mari trebuie să aleagă oțel cu o întărire bună (cum ar fi 718H) pentru a evita deformarea tratamentului termic.
-Dechnologia de procesare: oțelul pre-hard poate fi procesat direct, iar alte oțel trebuie să rezerve alocația de tratare termică.
Se recomandă efectuarea unei comunicări aprofundate cu furnizorii de mucegai în funcție de nevoile reale de producție (producție, tip de plastic, condiții de mediu) și efectuarea testării performanței din oțel, dacă este necesar.
CumTo EnsureTelMucegai cu o durată de viață lungă?
Pentru a asigura durata de viață a mucegaiului prin injecție, este necesar să se realizeze un management cuprinzător din proiectarea, fabricația, utilizarea, întreținerea și alte legături. Iată câteva măsuri cheie:
1. Selectarea materialului de mucegai
- Oțel de matriță de înaltă calitate: selectați oțel de matriță cu rezistență ridicată la uzură, rezistență ridicată și rezistență la coroziune în funcție de cerințele produsului (cum ar fi H13, S136, NAK80, P20, etc.).
- Potrivirea materialelor: Având în vedere caracteristicile materialelor de injecție (cum ar fi matrițele din plastic care conțin fibre de sticlă ușor de purtat), alegeți oțel de mucegai cu o duritate mai mare sau un tratament mai bun la suprafață.
2. Proiectare rezonabilă a matriței
- Optimizare structurală: Evitați colțurile ascuțite sau designul pereților subțiri pentru a reduce concentrația de tensiune; Proiectarea rațională a pantei de demolare pentru a reduce rezistența demoultă.
- Sistem de răcire: Dispunerea uniformă a canalului de răcire pentru a evita supraîncălzirea locală, ceea ce duce la oboseală termică sau deformare.
- Canalul de curgere și proiectarea de evacuare: Reduceți rezistența la flux a plasticului topit, setați rezervorul de evacuare în mod rezonabil pentru a evita gazul prins sau arderea.
- Suprafața de despărțire și precizia potrivită: pentru a se asigura că suprafața de despărțire este netedă, mucegaiul, degetul și alte părți ale decalajului de coordonare este rezonabil, reduce uzura.
3. Procesul de fabricație a preciziei
- Procesul de tratare a căldurii: prin stingerea, temperarea și alte procese pentru a îmbunătăți duritatea și duritatea matriței.
-Surfata tratament: nitring, placare cromată, acoperire cu PVD (cum ar fi staniu, TIALN) și alte tehnologii pentru a îmbunătăți duritatea suprafeței și rezistența la coroziune.
- Precizia prelucrării: Asigurați precizia dimensională și finisarea pieselor de matriță (cum ar fi lustruirea oglinzilor), reduceți riscul de frecare și mucegai.
4. Funcționare standard
- Optimizarea parametrilor de modelare prin injecție:
- Controlul temperaturii: Setați temperatura cilindrului și temperatura mucegaiului în mod rezonabil pentru a evita tensiunea termică cauzată de prea mare sau prea scăzută.
- Presiune și viteză: Reduceți presiunea și viteza de injecție pentru a reduce încărcarea impactului la mucegai.
-Repinerea și timpul de răcire a presiunii: Setați timpul de menținere a presiunii în mod rezonabil pentru a evita supraîncărcarea; Asigurați -vă de răcire suficientă înainte de a deschide matrița.
-Evitarea suprasarcinării: producția de suprasarcină este interzisă (cum ar fi depășirea forței de prindere sau a limitei volumului de injecție).

5. Întreținere și întreținere regulată
- Curățarea și prevenirea ruginii:
- Curățați plasticul rezidual și uleiul după fiecare producție pentru a evita coroziunea.
-Aplicați ulei anti-rust în timpul uzului pe termen lung și păstrați sigilat.
- Gestionarea lubrifierii: Adăugați în mod regulat grăsime de temperatură ridicată la piese mobile, cum ar fi degetul, diapozitivul și postarea de ghidare.
- Verificați și reparați:
- Verificați în mod regulat uzura suprafeței mucegaiului, fisurile sau rugina, reparați deteriorarea mică în timp.
- Înlocuirea sau recondiționarea pieselor puternic purtate, cum ar fi degetele și inserțiile.
6. Controlul mediului de producție
- Gestionarea temperaturii și a umidității: evitați rugina mucegaiului în mediu umed.
- Curățați materii prime: asigurați -vă că materiile prime din plastic sunt lipsite de impurități (cum ar fi particule de metal, praf) pentru a preveni zgârierea matriței.
- Specificații de operare: operatorii de trenuri să utilizeze matrițe corecte pentru a evita demoularea violentă sau coliziunea.
7. Monitorizarea mucegaiului și gestionarea vieții
- Numărul de înregistrări de utilizare: Timpul statistic de modelare a matriței, prezice ciclul de viață.
- Inspecție regulată: Utilizați ultrasonic, microscop și alte instrumente pentru a detecta fisuri interne sau oboseală.
-Mestimarea pieselor pentru spare: Pregătiți piese de purtare (cum ar fi inserții, degete) în avans pentru a scurta timpul de oprire de întreținere.
8. Acorduri de situații speciale
- Materiale extrem de corozive: utilizați oțel rezistent la coroziune (cum ar fi S316) sau adăugați acoperire de suprafață.
- Material ridicat din fibră de sticlă: utilizarea oțelului mai mare de duritate și consolidează tratarea suprafeței (cum ar fi acoperirea dură).
Nucleul de a prelungi durata de viață a formelor de injecție este:
✅ Material de mare calitate + Proiectare științifică
✅ Fabricare precisă + Utilizare standard
✅ Întreținere regulată + Management preventiv
Prin gestionarea sistematică a ciclului de viață, durata de viață a mucegaiului poate fi îmbunătățită semnificativ și costurile de producție sunt reduse.
Componente de mucegai
Oțel de mucegai

Sistem de alergător la cald

Piese standard

CumTo CHooseA SuitabilIniecțieMOldingMAchinFsauTelLada de pește MouLD?

Selectarea mașinii de modelare a injecției potrivite pentru mucegaiul cu lăzi necesită o evaluare cuprinzătoare a mărimii mucegaiului, a materialelor de produs, a eficienței producției și a performanței echipamentelor. Iată pașii cheie și cum să selectați parametrii:
1.. Calculul parametrilor de bază
(1) Forța de prindere
Forța de blocare a matriței este parametrul principal al selecției mașinii de modelare prin injecție, care trebuie să acopere presiunea de topire pe suprafața de despărțire a matriței:
Clamping Force (tone)=Zona proiectată (CM²) \ Times Pressure Material (MPA) \ Div 1000 \]
- Zona proiectată: zona maximă orizontală proiectată (lungime × lățime) a cutiei de cifră + zona sistemului de turnare.
-Presiunea materială: în funcție de selecția materialului (pp/hdpe ia de obicei 30-50 MPA, cavitatea profundă sau peretele subțire ia limita superioară).
Exemple:
Mărimea lăzi este de 500 × 400mm, iar suprafața sistemului de turnare este de aproximativ 10%
Zona proiectată=(50cm × 40cm) × 1. 1=2200 cm²
Clamping Force=2200 × 50/1000=110 tone (trebuie să selectați mai mult sau egal cu 120 tone de modele)
(2) Greutatea împușcată
Volumul teoretic de injecție al mașinii de modelare prin injecție trebuie să acopere greutatea totală a „produsului + alergător”: volumul de injecție (g) mai mare sau egal cu greutatea produsului \ ori 1,5 \
Densitatea materialului: pp despre {{0}}. 91g/cm³, hdpe aproximativ 0,95g/cm³.
- Factor de siguranță: în general 1. 5-2. 0, pentru a evita volumul de injecție de peste 80% din capacitatea mașinii.
Exemple:
Cifra de afaceri Greutate netă 1500G, Greutate Runner 200G, Greutate totală 1700G
Volumul de injecție teoretic mai mare sau egal cu 1700 × 1. 5=2550 g (trebuie să alegeți volumul de injecție mai mare sau egal cu modelul 3000g)
(3) Diametrul șurubului și cursa
- Diametrul șurubului: afectarea vitezei și presiunii de plasticizare, șurubul cu diametru mare este potrivit pentru produsele cu perete groase (cutia de cifră de afaceri folosită în mod obișnuit φ 60-90 mm).
- Stroke de injecție: Pentru a îndeplini cantitatea de umplere a topiturii, accident vascular cerebral mai mare sau egal cu 4 ori mai mare decât grosimea produsului (cutia de cifră de cavitate profundă are nevoie de un accident vascular cerebral mai lung).
2. Mold și potrivire a echipamentelor
(1) Dimensiunea șablonului și modulul
- Dimensiunea șablonului: șablonul mașinii de modelare prin injecție trebuie să poată instala matriță (lungime × lățime mai mică sau egală cu dimensiunea șablonului).
- Grosimea matriței: Înălțimea de închidere a matriței trebuie să se afle în intervalul minim - grosime de grosime a matriței mașinii de modelare prin injecție.
Dimensiunea tipică a matriței cutiei de cifră de afaceri:
Cerințe de șablon: 800 × 600mm (mic) până la 1500 × 1200mm (mare)
Grosimea matriței: 400-800 mm (trebuie să se potrivească spațiului matriței mașinii de modelare prin injecție)
(2) Spațiul de călătorie și ejecție de deschidere a mucegaiului
- Cursă de deschidere a matriței: trebuie să fie mai mare decât înălțimea casetei de afaceri × 2 + distanță de siguranță (50-100 mm).
De exemplu: Înălțimea casetei de afaceri 300mm → cursa de deschidere mai mare sau egală cu 300 × 2 + 50=650 mm.
- Cursă de ejecție: Asigurați -vă că tija de ejector poate împinge complet produsul (cutia de cifră de cavitate profundă trebuie să fie mai mare sau egală cu 100mm).
3. Alți factori cheie
(1) Proprietățile materialului se potrivesc
-Barrel Temperatura: Temperatura de procesare PP este de aproximativ 200-280 grad, HDPE este aproximativ 180-260 grad, este necesar să se asigure precizia controlului temperaturii mașinii de modelare prin injecție.
- Raportul de compresie cu șurub: PP/HDPE Raportul de compresie recomandat 2. 5-3. 0 (Universal Sufrow poate fi).
(2) Optimizarea ciclului de producție
- Viteza de injecție: Cutiile mari de cifră de afaceri necesită o viteză mare de injecție (mai mare sau egală cu rata completă de incendiu cu 80%) pentru a reduce timpul de umplere.
-Cercții de economisire a serviciilor: servo-motor sau o mașină de modelat injecție cu toate motoarele pot reduce consumul de energie (adecvat pentru producția în masă).
(3) Cerințe funcționale speciale
- Injecție cu mai multe etape: Suport control segmentat al umplerii și retenției de presiune pentru a îmbunătăți contracția în zonele groase de perete.
-Cederea de tragere a locurilor: Dacă cutia de cifră are găuri laterale sau cataramă inversă, alegeți modelul cu cilindru hidraulic.
4. Procesul de selecție
A. Calculați forța de blocare a modului și volumul de injecție (screeningul parametrilor de bază).
B. Verificați dimensiunea instalării matriței (șablon, grosimea matriței, cursa matriței).
C. Cerințele procesului de potrivire a materialelor (temperatura butoiului, tipul șurubului).
E. Evaluarea caracteristicilor suplimentare (interfață de automatizare, configurație de economisire a energiei).
F. Brand de echipamente de verificare și stabilitate (Haitian, Zhenxiong, Engel și alte mărci diferența de preț).
5. Recomandare tipică a modelului (luați caseta de afaceri PP ca exemplu)
| Dimensiunea cutiei de afaceri|Forța de blocare a matriței|Cantitate de injecție|Model recomandat |
| 300 × 200 × 150mm|60-80 tone|800-1200 g|Haitian MA1600/II |
| 500 × 400 × 300mm|120-150 tone|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 tone|6000-8000 g|Engel Victory 370 |
- Verificarea efectivă a modului de testare: După calculul teoretic, parametrii trebuie să fie ajustați prin modul de testare (cum ar fi reducerea forței de prindere poate fi obținută prin optimizarea proiectării porții).
- Spațiu de actualizare rezervat: selectați modele ușor mai mari pentru a se adapta la modificările viitoare ale matriței.
- Consumul de energie și costul de întreținere: Mașina completă de modelare a injecției cu motor are o precizie ridicată, dar un preț scump, presa hidraulică este mai rentabilă.
Prin metoda de mai sus, poate asigura potrivirea eficientă a mașinii de modelare prin injecție și a matriței cutiei de cifră de afaceri, luând în considerare în același timp eficiența producției și controlul costurilor.
Pachet &. Livrare

Feedback -ul clienților






